E’ di alcuni giorni fa la notizia che la Guardia di Finanza di Torino ha sequestrato prodotti falsi di carrozzeria, parafanghi, carene e altri ricambi auto.
Circa 400 mila pezzi.
I falsi sono realizzati per somigliare il più possibile ai ricambi originali, ma a differenza degli originali, non rispondono agli standard di qualità imposti dalle norme internazionali e di prodotto.
Il risultato?
Prodotti che non rispecchiano la qualità non solo a livello normativo, ma anche in termini estetici e di sicurezza.
Questi ricambi contraffatti sono realizzati con materiali di bassa qualità, la loro conformità non è controllata, e spesso non rispondono neanche agli standard estetici.
Ma come fanno le aziende serie a garantire la qualità dei ricambi auto che producono sia dal punto di vista della conformità del materiale utilizzato, che degli standard di sicurezza ed estetici?
Attraverso i test di laboratorio.
Clicca qui per scoprire i nomi dei clienti che lavorano con MotivexLab.
Quali sono i test di laboratorio per i ricambi auto?
Oltre a non avere la qualità dell’originale, i prodotti contraffatti possono avere problemi di resistenza meccanica provocando la rottura di componenti sottoposti a fatica.
Inoltre, possono presentarsi dei problemi a livello strutturale causando il malfunzionamento dei componenti meccanici ed elettrici.
Scopri di seguito i test che puoi effettuare presso MotivexLab per garantire la qualità dei prodotti ai tuoi clienti.
Analisi microscopiche e macroscopiche con microscopio ottico 3D
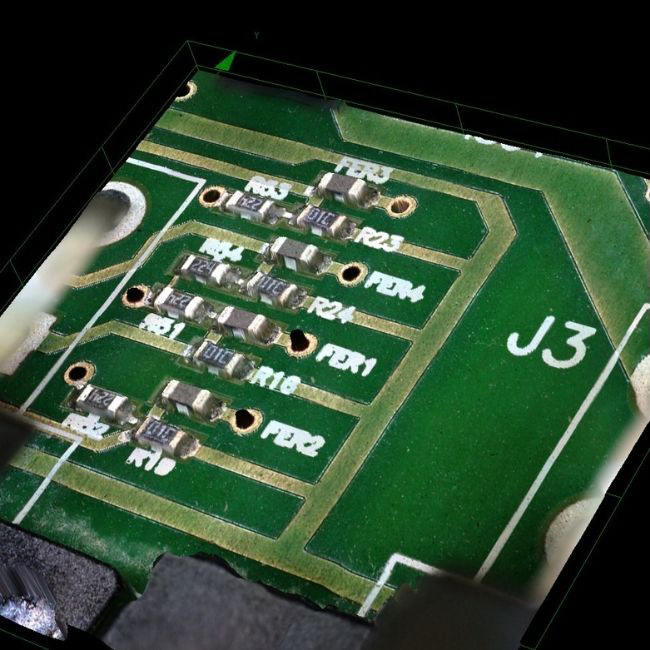
Il microscopio ottico digitale permette di realizzare delle elaborazioni 3D delle immagini, fornendo delle risposte rapide e precise anche nel caso di geometrie complesse, saldature di grandi dimensioni e campioni che non si possono distruggere.
Alcune delle analisi che si possono fare con il microscopio ottico digitale 3D sono:
- misurazione della rugosità delle superfici dei materiali con il metodo del profilo in accordo alla norma UNI EN ISO 4287, anche per particolari con geometrie complesse;
- frattografia e analisi delle superfici di rottura per failure analysis in associazione a SEM-EDS e tomografia industriale;
- analisi dei giunti saldati di grandi dimensioni in accordo alle norme UNI EN ISO 15614-1 e UNI EN ISO 6520-1.
Analisi chimiche

L’analisi chimica permette di determinare gli elementi in lega e di classificare il tipo di materiale presente nel campione.
La tecnica utilizzata è la spettrometria ad emissione ottica, nella quale un arco elettrico (scintilla) generato in un ambiente inerte (flusso di gas di argon), provoca l’eccitazione degli atomi che si trovano sulla superficie del saggio.
L’analisi chimica viene eseguita in accordo alle norme internazionali più aggiornate, tra cui:
- ASTM E353 “Standard Test Methods for Chemical Analysis of Stainless, Heat-Resisting, Maraging, and Other Similar Chromium-Nickel-Iron Alloys”;
- ASTM E34 “Standard Test Methods for Chemical Analysis of Aluminum and Aluminum-Base Alloys”;
- ASTM E351 “Standard Test Methods for Chemical Analysis of Cast Iron—All Types”;
- ASTM E415 “Standard Test Method for Atomic Emission Vacuum Spectrometric Analysis of Carbon and Low-Alloy Steel”.
Prove meccaniche

Tra le prove meccaniche troviamo le:
- Prove di trazione: viene effettuata applicando alla provetta una forza a intensità costante e controllata misurando, allo stesso tempo, la forza applicata e la deformazione. Questa prova viene eseguita in accordo agli standard internazionali, tra cui UNI EN ISO 6892-1 “Materiali metallici – Prova di trazione – Parte 1: Metodo di prova a temperatura ambiente” e ASTM A370 “Standard Test Methods and Definitions for Mechanical Testing of Steel Products”.
- Prove di resilienza Charpy: è un test che misura l’energia richiesta per rompere un provino metallico sotto l’azione di un carico impulsivo. Questa prova ha lo scopo di determinare la resistenza del materiale a carichi impulsivi.
Inoltre, è possibile eseguire prove di piega, taglio, compressione, sbottonatura, durezza e microdurezza.
La Tomografia Industriale
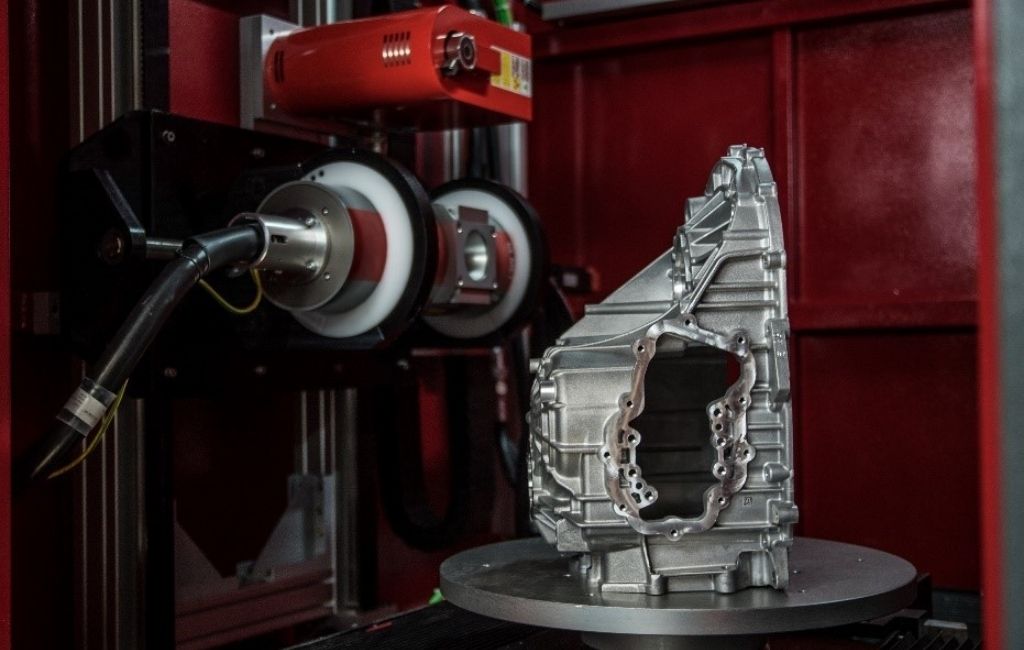
Una delle tecniche più utilizzate per rilevare difetti o problematiche di produzione è la Tomografia Industriale Computerizzata (CT), un ramo dei controlli non distruttivi attraverso l’utilizzo dei raggi X.
La TAC è una tecnica che permette la visione tridimensionale dell’interno di un oggetto senza distruggerlo, attraverso l’acquisizione di un elevato numero di immagini prelevate in posizioni diverse della rotazione intorno al suo asse.
Grazie al modulo specifico “Analisi Porosità e Inclusioni” è possibile individuare la presenza di cavità o inclusioni di materiale estraneo all’interno del volume 3D del campione analizzato, rilevando inoltre le difettosità presenti all’interno del materiale.
È possibile analizzare lo spessore delle pareti del campione sottoposto ad analisi tomografica, in modo da rilevare eventuali asportazioni di materiale o lavorazioni meccaniche effettuate sul campione.
Un vantaggio dell’utilizzo della tomografia per verificare lo spessore, oltre al fatto di non dover distruggere il campione, è che si possono analizzare tutte le pareti del campione, anche quelle che non sono raggiungibili con un sistema di misurazione tradizionale.
Inoltre, è possibile mettere a confronto il volume dell’oggetto analizzato in tomografia (reale) con la matematica CAD (nominale), il risultato sarà la sovrapposizione dei due oggetti e sarà possibile individuare eventuali differenze e controllare zone specifiche del campione.
Le analisi che si possono eseguire sui materiali grazie all’utilizzo della tomografia comprendono, oltre a quelle citate sopra, anche delle analisi più complesse come la Failure Analysis.
La Failure Analysis è il processo investigativo per determinare le cause di un guasto o di un problema nel rispettare i requisiti di resistenza, funzionalità e performance.
È un processo molto complesso, le cui cause possono derivare da errori progettuali, di fabbricazione o errori nella scelta di materiali.
Per approfondire tutte le applicazioni della tomografia industriale, ti invito a richiedere la copia del libro “Tomografia Industriale, Viaggio alla Scoperta dell’Invisibile”.

![]()
Il grande vantaggio del laboratorio prove integrato, cioè di un laboratorio prove che, oltre alla tomografia industriale, è dotato di tutta la strumentazione adatta ai controlli non distruttivi, alle indagini chimiche, meccaniche, strutturali e indagini più dettagliate per scoprire qual è la causa reale del difetto.
Una volta scoperta la causa, sarà più facile l’implementazione di azioni correttive per ripristinare la conformità dei processi di lavorazione.
E MotivexLab la offre, questa completezza di servizio ai suoi clienti.
Analisi SEM-EDS

Oltre all’utilizzo della tomografia industriale per capire le cause del “fallimento” in una Failure Analysis, un altro test molto importante che si può fare è l’analisi SEM-EDS con il microscopio elettronico a scansione SEM-EDS.
Lo scopo principale di questo test è quello di ingrandire ciò che è molto piccolo, ottenendo una visione tridimensionale della superficie del materiale per individuare la morfologia di rottura e ipotizzarne la causa.
Le analisi SEM-EDS comprendono al suo interno altre analisi, tra cui:
- Analisi SEM-EDS di rivestimenti superficiali
- Analisi SEM-EDS della fosfatazione
- Analisi SEM-EDS di fenomeni di corrosione dei materiali metallici
- Analisi SEM-EDS di contaminazione di superfici
- Microanalisi EDS per la determinazione della composizione chimica dei materiali
Ci sono altri test che puoi fare per sapere se i prodotti o materiali che hai acquistato sono contraffatti o di scarsa qualità.
Nebbia Salina

Se non lo sai, uno dei problemi principali affrontati quotidianamente da chiunque, che per lavoro, si occupa di produzione di componenti metallici di qualsiasi tipo è sicuramente la corrosione.
La prova in nebbia salina è un metodo di prova standardizzato utilizzato per verificare la resistenza alla corrosione dei materiali e dei rivestimenti.
Questo test produce un attacco corrosivo accelerato che accelera la comparsa di corrosione sui campioni.
La capacità di un prodotto di resistere alla corrosione provocata da agenti atmosferici è una caratteristica molto importante che deve essere testata per poter garantire la qualità di un prodotto o di un materiale.
Negli ultimi anni, soprattutto nel settore automotive, la verifica della capacità di resistenza alla corrosione da parte di un componente è diventata fondamentale, sia nella fase di caratterizzazione sia nella fase di omologazione dei materiali.
Infatti, le prove di nebbia salina sono state riconosciute a livello normativo come i test principali in grado di simulare l’invecchiamento accelerato di un campione per provarne la resistenza in ambienti esterni, come le carrozzerie delle automobili.
Nell’ambito della simulazione degli invecchiamenti accelerati, MotivexLab è dotato di una vasta gamma di tecnologie per effettuare tutti i test necessari alla verifica dei materiali.
Puoi trovare:
- prove di corrosione in nebbia salina
- scab indoor
- xenotest
- UV test
- camere climatiche -70°C +180°C
- cycling corrosion test
- impact test e colpi di pietra
- prove di adesione
- resistenza alle aggressioni chimiche
- misurazione spessore del rivestimento
Se è la prima volta che senti parlare di invecchiamenti accelerati, ti invito a richiedere una copia di “Nebbia Salina, Viaggio alla Scoperta degli Invecchiamenti Accelerati” per inoltrarti totalmente all’interno di questo mondo e capire a fondo l’applicazione di queste tecnologie.
![]()
Ecco cosa dicono i clienti di MotivexLab:
M.S. Plant Manager
FCA è il nostro cliente principale e per lavorare con colossi dell’automotive bisogna avere dei fornitori veloci e accreditati ISO/IEC 17025, come MotivexLab”
D.T Quality Manager
Lavorare con clienti tedeschi richiede una catena di fornitura molto efficiente, che rispetti gli standard. E questo è possibile grazie alla competenza e alla tempestività di MotivexLab”
Ti invito a visitare questa pagina se vuoi leggere anche altre testimonianze.
Inoltre, proprio di recente la Tomografia presente in MotivexLab ha attirato l’attenzione di alcuni media, tra cui RAI 3.
Vuoi provare il metodo MotivexLab che ti consente di avere i report in 24 ore sulla tua scrivania?
Se vuoi avere maggiori informazioni scrivi a laboratorio@motivexlab.com o chiama lo 0119370516 e chiedi una consulenza per risolvere il tuo problema di controllo qualità.
Spero di conoscerti presto!
Chiara Russo