 Sei appena rientrato in ufficio dopo le vacanze e tra le email ricevute ti sei trovato una segnalazione da parte di un cliente di una rottura di un componente metallico automotive che gli hai fornito?
Sei appena rientrato in ufficio dopo le vacanze e tra le email ricevute ti sei trovato una segnalazione da parte di un cliente di una rottura di un componente metallico automotive che gli hai fornito?
Bentornato dalle ferie!
A parte gli scherzi, nella sfortuna di dover affrontare fin da subito una situazione di emergenza, hai la fortuna di essere finito nel posto giusto al momento giusto.
Infatti Carlo Chiampo, esperto metallurgista mai in vacanza, pur se spaparanzato al sole, nei giorni scorsi ha scritto una scheda sul funzionamento del microscopio elettronico a scansione SEM EDS e sulle sue potenzialità e applicazioni nelle indagini sulle cause di rottura (failure analysis).
Prima di scoprire tutto ciò che nessuno ti ha mai detto sul SEM EDS e capire se le indagini che si possono fare con questo microscopio sono adatte a risolvere il tuo problema, voglio descriverti brevemente le 3 possibili alternative che hai quando ti trovi a dover affrontare una situazione delicata come la gestione di una rottura di un componente metallico destinato al mercato automobilistico.
->1° SCENARIO: TI INFORMI SULLE PROVE DI LABORATORIO E SULLE FAILURE ANALYSIS E POI DECIDI CHE NON FA PER TE E ASPETTI CHE SIA IL TUO CLIENTE A FARE L’INDAGINE PER SCOPRIRE LE CAUSE DI ROTTURA.
Ecco quello che succederà: se ti ritrovi in questo primo scenario, immagino che nella tua azienda si parte dal presupposto che il cliente ha sempre torto e che i suoi reclami sono infondati.
Tu hai i certificati dell’acciaieria e siete tutti sicuri (tu e i tuoi colleghi e responsabili) di avere agito per il meglio, di aver fornito al cliente i componenti conformi alle specifiche a disegno, sia per il materiale base impiegato, sia per le lavorazioni eseguite.
Quindi è normale dare per scontato che la rottura è avvenuta per un errore di montaggio o di stoccaggio che ha fatto il tuo cliente, oppure per un uso improprio che ha fatto l’utilizzatore finale.
In azienda quindi decidete di non eseguire nessuna analisi e lasciate al cliente il compito di provare che la causa della non conformità è imputabile a un vostro errore.
Questa è una strategia che ti permetterà di risparmiare qualche centinaio di euro nell’immediato, ma puoi stare sicuro che pagherai molto di più in futuro per almeno 2 ragioni.
La prima ragione è nell’atteggiamento poco collaborativo da parte della tua azienda che verrà registrato dal tuo cliente, che alla prima occasione se ne ricorderà. E potrebbe ricordarsene e vendicarsi quando dovrà decidere a che prezzo comprare, facendoti abbassare il prezzo a livelli scandalosi, o quando comparirà un tuo concorrente e sceglierà lui, invece che te.
Le grandi aziende non pretendono che i fornitori non sbaglino mai. Sanno che è impossibile. Però un conto è avere a che fare con fornitori che collaborano per trovare una soluzione, altro conto è avere fornitori fermi sulle loro posizioni che si mettono sulla difensiva e non cercano soluzioni condivise ai problemi.
La seconda ragione per cui non conviene che sia il cliente a condurre la sua indagine è perché spesso le responsabilità non sono chiaramente definite, cioè non si capisce bene di chi è la colpa della rottura. Questo perché c’è un concorso di colpe oppure, e questa è la situazione peggiore, la colpa è davvero da imputare al montaggio, allo stoccaggio o all’uso fatto dal cliente finale, e in questo caso il tuo cliente è difficile che lo ammetterà. Proverà comunque a scaricare la colpa su di te e sulla tua azienda. E se tu non avrai i risultati delle prove fatte da te, sarà difficile difendersi.
Il giudizio disinteressato di un laboratorio prove metallurgiche conto terzi, sarà più difficile da controbattere.
Per cui sappi che fare un’analisi di rottura è un modo per dimostrare al cliente che sei un buon fornitore che cerca le soluzioni per rimediare ad eventuali errori e che non sei uno sprovveduto che lascia decidere di chi è la colpa, e quindi chi paga, ad una delle parti in causa della contestazione, cioè al tuo cliente, che ha tutto l’interesse a nascondere eventuali responsabilità.
“Ok Elisabetta, mi hai convinto. Non sono uno sprovveduto e so che è importante fare una failure analysis per scoprire di chi è la colpa di una rottura di un componente metallico utilizzato per il settore automotive, ma che me ne faccio dei risultati delle prove se mi arrivano dopo che il mio cliente mi ha già attaccato?”
Ecco allora che entriamo nel
->2° SCENARIO: TI INFORMI SULLE PROVE DI LABORATORIO E SULLE FAILURE ANALYSIS E POI DECIDI DI AFFIDARE L’INDAGINE A UN LABORATORIO PROVE E SPERI CHE I RISULTATI ARRIVINO PRIMA DI QUELLI DEL CLIENTE.
Continua a leggere e vediamo cosa succederà.
Sei il responsabile qualità di un’azienda che opera nel settore automotive. I ritmi di lavoro sono frenetici, non c’è tempo per fermare la produzione, le scorte di magazzino praticamente non esistono, tutto deve essere prodotto just in time. E chi sgarra, paga migliaia di euro di danni alle case automobilistiche.
Quando devi trovare un’azione correttiva per una non conformità causata per esempio da una rottura di un particolare metallico di tua produzione, devi farlo in tempi molto veloci.
Non puoi permetterti di aspettare i certificati di prova con in risultati dei test di laboratorio per giorni e giorni.
Il tuo cliente da parte sua ti fa pressione, vuole i campioni indietro per fare una sua indagine, è necessario capire se il problema della rottura è circoscritto a un caso isolato o se c’è la possibilità che si ripeta su altri componenti.
Tutto questo crea urgenza e crea stress.
Naturalmente anche i grandi capi della tua azienda sono sotto pressione e quindi tutti si rivolgono a te e pretendono le risposte da te, che sei il responsabile qualità di un’azienda che trasforma i materiali metallici per le grandi case automobilistiche mondiali.
Capisco bene che in questa situazione non hai nessuna voglia di pensare anche solo di rivolgerti a uno di quei grossi centri che si occupano di qualità che sono attrezzati per fare le prove di laboratorio su tutti i materiali, per tutti i settori industriali, che spesso hanno addirittura dei centri di taratura e delle scuole di formazione e qualifica professionale, che rappresentano certamente un’ottima soluzione per chi non ha fretta di ricevere i report con gli esiti delle prove di laboratorio. Magari per esempio chi fa ricerca o lavora in settori diversi da quello automotive e di sicuro non ha a che fare con una rottura o una non conformità di un particolare utilizzato nel mercato automobilistico, per cui le cause e le responsabilità devono essere chiarite entro ieri, non tra 10 giorni se tutto va bene e siamo fortunati!
So quello che stai per dire:
“Allora Elisabetta, vedi che alla fine ho ragione io a non voler fare l’indagine sulla causa di rottura e difendermi dal reclamo cliente solo con i certificati del materiale forniti dalle acciaierie?”
Si avresti ragione te se non ci fosse anche il
->3° SCENARIO: TI INFORMI SULLE PROVE DI LABORATORIO E SULLE FAILURE ANALYSIS E POI DECIDI DI AFFIDARE L’INDAGINE A UN LABORATORIO PROVE E PRETENDI DI AVERE I RISULTATI SULLA TUA SCRIVANIA TRA 24 ORE.
Vediamo allora cosa succederà.
Tu te ne stai tranquillo nel tuo ufficio, se ti organizzi bene ci scappa anche un giro su internet o una pausa un po’ più lunga al caffè, perché anche se hai ricevuto un reclamo nel primo giorno di lavoro dopo le vacanze estive, o in un qualsiasi lunedì dell’anno, non puoi iniziare la settimana stressandoti oltre misura. Il lavoro è già duro di per sè. Te ne stai tranquillo in ufficio perché hai fatto tutto ciò che dovevi fare: hai ricevuto il reclamo dal tuo cliente, hai cercato il laboratorio prove che ti garantisce che tra 24 ore avrai i risultati delle prove sulla tua scrivania, l’hai trovato (e poi non dire che non sei fortunato!) hai consegnato il materiale e ora sai che domani avrai tutto ciò che ti serve, senza errori, senza indispettire il cliente, senza comportarti da sprovveduto, senza stress.
Perché ricorda che quando devi gestire un reclamo cliente ciò che ti serve è calma e lucidità e non puoi permetterti né di non fare nulla e difenderti solo coi certificati delle acciaierie, né di passare le giornate a sperare che i report arrivino e a sollecitare il laboratorio per farteli mandare il prima possibile, che mediamente vorrà dire non prima di 10/15 giorni.
Ciò che ti serve è la garanzia della consegna in 24 ore. Vuoi saperne di più? Compila il form qui in basso e senza impegno ti forniremo tutte le informazioni di cui hai bisogno.
Ora però, come promesso, ecco svelato dal dottor Carlo Chiampo cosa può fare il microscopio elettronico a scansione per te e per i tuoi campioni difettosi.
*************************************************
IL MICROSCOPIO ELETTRONICO
a cura del dott. Carlo Chiampo.
“Ciao, oggi vorrei parlarti di uno strumento particolare che uso sempre molto volentieri: il microscopio elettronico a scansione (o, più semplicemente, SEM).
Il sostantivo che lo contraddistingue (“microscopio”) dovrebbe già darti un’idea a grandi linee di cosa stiamo parlando, mentre gli aggettivi elettronico e scansione li approfondiremo più avanti.
Il suo compito principale è proprio quello di ingrandire ciò che è piccolo: quello che comunemente viene inteso come microscopio e che siamo abituati a vedere in tutti i laboratori medici, chimici ecc ha un nome più preciso, ovvero microscopio ottico; ti basti sapere che quel tipo di strumento sfrutta la luce (fotoni) per ottenere un’immagine del nostro campione, e che ciò limita il suo potere risolutivo (ovvero il massimo degli ingrandimenti che si possono raggiungere, circa 1000x nei microscopi ottici tradizionali). Altri svantaggi sono il fatto di non ottenere tridimensionalità dalle immagini e di non poter mettere a fuoco punti diversi (e quindi non poter analizzare superfici che non siano piatte).
Il microscopio SEM sfrutta invece gli elettroni (da qui la seconda parola “elettronico”) che sono delle particelle aventi carica negativa che si trovano in ogni atomo.
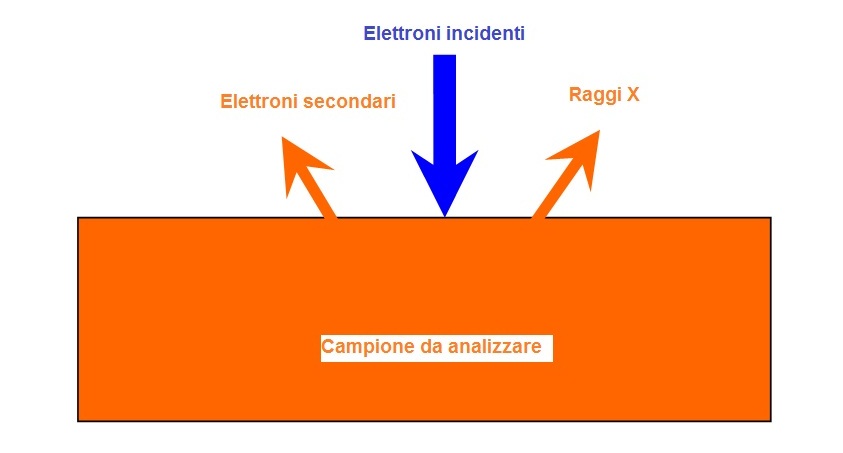
In un apparato SEM essi vengono generati da un filamento di tungsteno (ma esistono anche altre sorgenti di emissione) e fatti interagire con la superficie del campione, scandendoli man mano sulla zona di interesse (da qui l’ultima parola “scansione”).
Da questa interazione vengono generate numerose altre particelle, quelle che interessano a noi sono gli elettroni secondari (SE) ed i raggi X.
I SE sono gli elettroni derivanti dagli strati superficiali più esterni del campione e portano le informazioni morfologiche; essi vengono raccolti da uno speciale detector (rivelatore) che li converte in segnali elettrici per poi essere successivamente trasformati in immagini visibili a monitor.
In questa maniera si ottiene una visione tridimensionale della superficie.
E’ importante notare che quindi anche superfici opache o campioni irregolari possono essere tranquillamente sottoposti senza alcun problema ad analisi SEM, che proprio per questo è particolarmente indicata nell’investigare le rotture (failure analysis).
Oltre a questo, il microscopio elettronico è in grado di raggiungere ingrandimenti impensabili con le tecniche ottiche: si arriva tranquillamente oltre i 10.000x.

Nella foto sopra puoi vedere un esempio di immagine ottenuta mediante SEM; l’ingrandimento in questo caso era di 4000x ed è stato possibile identificare il tipo di rottura verificatosi sul componente solamente osservando la dettagliata morfologia superficiale.
Devi sapere che il SEM in dotazione presso il mio laboratorio non lavora da solo, ma in accoppiata con una microsonda EDS (rilevatore a dispersione di energia).
Questo particolare strumento dal nome difficile permette di conoscere la composizione chimica, ovvero gli elementi presenti nel campione.
Ciò avviene grazie alla raccolta dei raggi X, che prima ti ho citato non a caso; essi, come detto, vengono generati in seguito all’interazione tra gli elettroni incidenti ed il campione ed è importante capire che sono tipici per ogni elemento (quelli dell’ossigeno sono diversi da quelli del carbonio e così via), e pertanto diventa semplice effettuare una discriminazione qualitativa ed avere un’analisi completa a 360°.
Il campione da analizzare mediante SEM-EDS non ha bisogno di alcuna preparazione specifica ma può essere osservato così com’è. Naturalmente resta il limite della grandezza della camera di analisi, quindi se il particolare risulta troppo ingombrante andrà tagliato ed isolata la zona di interesse.
Anche campioni non conduttivi come ad esempio le verniciature, possono essere osservati mediante SEM-EDS, previa eventuale metallizzazione del campione con un sottile strato di oro che serve a renderlo conduttivo e a non generare fenomeni di dispersione.
L’analisi SEM-EDS, grazie alla sua completezza, trova numerosissime applicazioni, le principali ci sono:
• Failure analysis
• Prove di pulizia (caratterizzazione dimensionale e composizionale delle particelle)
• Caratterizzazione zincature, fosfatazioni, passivazioni e rivestimenti superficiali in generale
• Ricerca di corrosione superficiale
Dott. Carlo Chiampo”
**************************************
Occhio che 24 ore passano in fretta e domani potrebbe essere già troppo tardi per difenderti da un addebito da migliaia di euro che ti farà il cliente dopo aver concluso che la colpa della rottura riscontrata sui tuoi campioni è tua e non sua.
Se non hai tempo da perdere chiama lo 011 93 70 516 oppure compila il modulo qui sotto e chiedi informazioni su come procedere con la failure analysis.
Ti avviso che loro potrebbero essere più veloci di te a richiedere un’analisi SEM EDS e passarti davanti:
Passo e chiudo.
Elisabetta Ruffino